 488 1803")


Tipos de almacenes automatizados: características y ventajas
Existen distintos tipos de almacenes automatizados diseñados específicamente para resolver cualquier necesidad logística y agilizar los procesos de almacenaje, preparación y expedición de mercancía.
Los almacenes automatizados se han convertido en un elemento estratégico dentro de la cadena de suministro y, por tanto, de creación de valor en las compañías. Ante un mercado enormemente competitivo y con lead times cada vez más ajustados, las empresas apuestan por la automatización como fórmula para lograr una mayor productividad y prestar un servicio más ágil y eficiente.
En este artículo veremos qué tipos de almacenes automatizados son más habituales en el mercado, cuáles son sus particularidades, ventajas y aplicaciones.
Almacén automatizado: definición
Un almacén automatizado es una instalación logística donde máquinas y sistemas automatizados se encargan de llevar a cabo operaciones como la recepción de mercancías, el almacenaje, la preparación de pedidos o las expediciones con agilidad y seguridad.
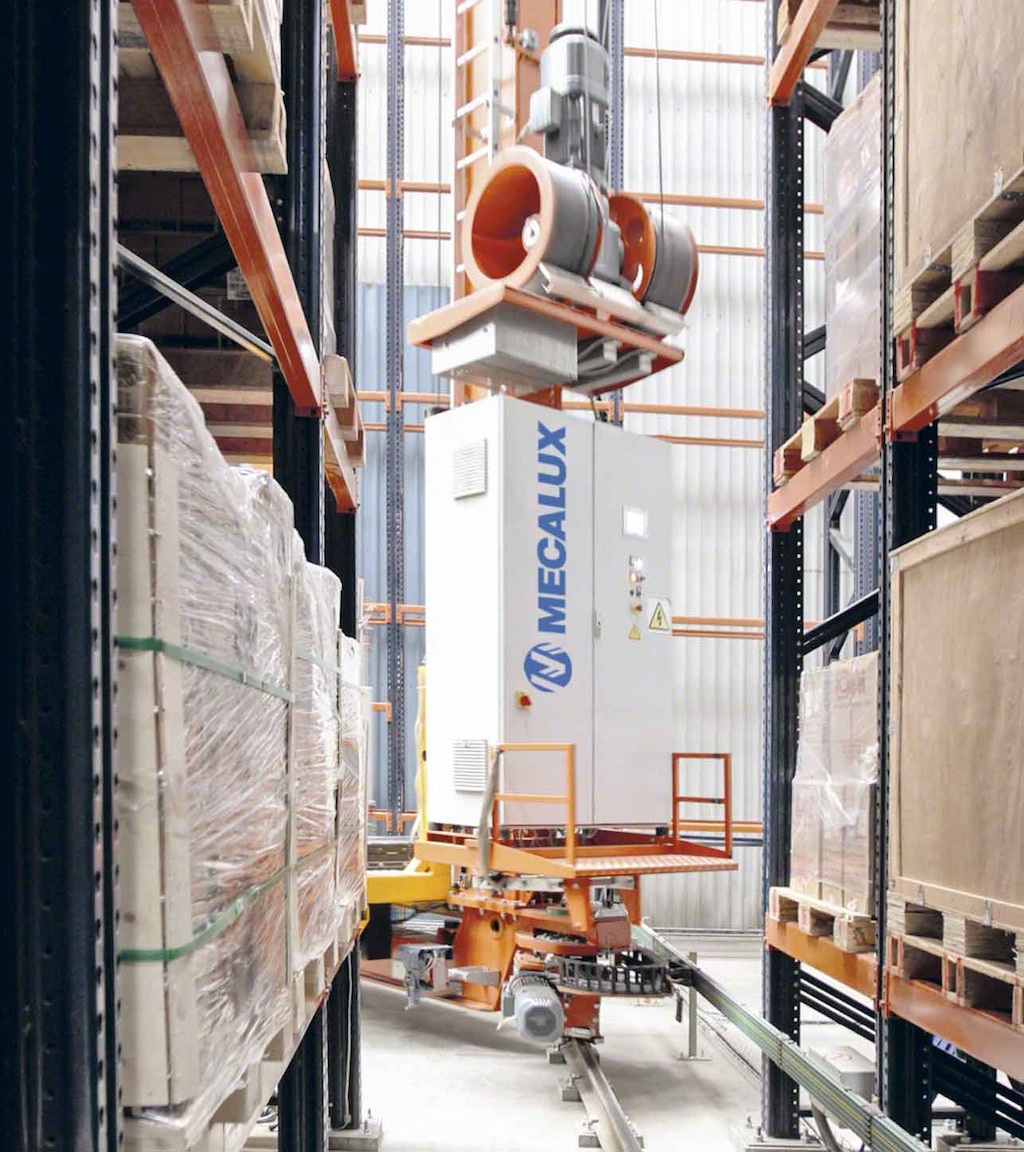
Los almacenes automatizados se componen de estanterías donde se almacenan los productos y equipos de manutención automatizados: principalmente, transelevadores, encargados de ubicar y extraer las unidades de carga de las estanterías, y transportadores, que comunican las entradas y salidas con cada pasillo de las estanterías.
Además, en cualquier tipo de almacén automatizado, ya sea de estibas o de cajas, es indispensable contar con un sistema de gestión de almacenes (SGA) que gestione y dirija todas las operativas. Este software tiene la función de planificar los movimientos y organizar la mercancía de una forma lógica buscando un mayor rendimiento.
Tipos de almacenes automatizados
Automatizar el movimiento de la mercancía es un factor decisivo para muchos almacenes, sobre todo en aquellos donde se mueve un gran volumen de productos o cuando se pretende abastecer continuamente las áreas de producción o de picking.
A continuación, veremos qué tipos de almacenes automatizados existen en el mercado basándonos en ocho criterios:
Tipos de almacenes automatizados según su edificación
Un almacén automatizado se puede instalar en el interior de una nave tradicional o hacer que la edificación constituya el mismo almacén automatizado, es decir, construir un autoportante:
Una nave tradicional que alberga un almacén automatizado es un edificio que suele medir entre 13 y 15 m de altura. Independientemente de que sea un edificio de obra nueva o un edificio ya existente, en su interior se instalan las estanterías, calculadas específicamente para soportar los esfuerzos de los transelevadores. En la parte superior de los pasillos de almacenaje, se colocan estructuras adicionales para sujetar el carril superior de los transelevadores.
Los almacenes autoportantes, en cambio, están formados por las propias estanterías, sobre las que se apoyan la cubierta y los cerramientos laterales. A la hora de construirlos, se deben tener en cuenta factores como el peso de la mercancía, los esfuerzos de los equipos de manutención, la fuerza del viento o el coeficiente sísmico correspondiente a la zona donde se instale. La altura de una bodega autoportante es superior a la de las naves tradicionales (pudiendo superar los 40 metros). Tan solo está limitada por las normativas locales o por la altura de elevación de las carretillas y transelevadores.

Almacenes automatizados por tipo de mercancía
En un almacén automatizado se puede depositar cualquier tipo de producto (desde neumáticos hasta perfiles), aunque los más frecuentes son estibas y cajas.
Las estibas son las unidades de carga más usuales en el sector industrial, pues se emplean para mover todo tipo de artículos. Los almacenes automatizado para estibas están formados por estanterías dimensionadas para dar cabida a los productos paletizados e incorporan distintos tipos de transelevadores para las operaciones de entrada, almacenaje y salida.
Los almacenes autom de cajas poseen unas características similares a las de las estibas, si bien están específicamente diseñados para facilitar la gestión de este tipo de unidades. Las estanterías tienen una altura variable, partiendo de los 3 m y pudiendo alcanzar los 15 m. Los pasillos son relativamente estrechos y la separación entre niveles es la mínima e imprescindible para que penetren las palas del transelevador miniload. Como resultado, se consigue una gran capacidad de almacenaje en un espacio reducido.

Automatización según el nivel de compactación
En función de la cantidad de productos que se deban almacenar, el número de referencias y el espacio disponible, se aplican dos soluciones: almacenes automatizados con acceso directo o con sistemas por compactación.
Los almacenes automatizado con estanterías de acceso directo suelen implantarse en compañías que gestionan múltiples referencias con pocas estibas. Se puede escoger entre estas dos opciones:
- Simple profundidad. El transelevador accede directamente a todos y cada uno de las estibas en el pasillo donde opere.
- Doble profundidad. Se colocan dos estibas (uno detrás de otro) en cada ubicación. Para alcanzar a los que estén ubicados en segundo término, se han de reubicar las estibas de la primera posición. La capacidad de almacenaje es mayor respecto a las estanterías de simple profundidad y se emplean un menor número de transelevadores.
Los almacenes automatizados con sistemas por compactación, capaces de alojar estibas en canales de hasta 40 m de profundidad, aumentan considerablemente la capacidad de almacenaje respecto a los almacenes con acceso directo porque reducen al mínimo el número de pasillos. Este tipo de almacenes son recomendables para empresas que gestionan pocas referencias y muchas estibas por cada una de ellas, siendo ideales para productos de consumo masivo o cuando se necesita un búfer.

Por tipo de Pallet Shuttle
Dentro de los sistemas por compactación, el Pallet Shuttle automatizado es el que aporta un mayor volumen de almacenaje y aprovechamiento del espacio. Es común en instalaciones con una alta rotación de productos y donde sea imprescindible aprovechar el espacio disponible. Los carros motorizados pueden ser transportados hasta los canales de almacenaje correspondientes de dos formas:
- Con transelevadores. El transelevador mueve las estibas hasta cualquier canal de almacenaje y, una vez allí, un carro motorizado los traslada por el interior del canal.
- Con lanzaderas. Se instala una estructura a modo de pasarela para que una lanzadera se desplace por cada nivel. De esta manera, el número de movimientos o de ciclos/hora se multiplica por el número de niveles que dispone el almacén.

Por nivel de automatización
Existen distintos niveles de automatización, desde un almacén manual con un bajo nivel de automatización hasta otros con operativas completamente automáticas. Veamos los niveles de automatización que pueden darse en una instalación logística:
- Almacén semiautomatizado. Sería el caso de un Pallet Shuttle semiautomático. Un carro motorizado realiza los movimientos de la mercancía dentro de los canales de almacenaje con total autonomía, aunque requiere que un operario deposite o extraiga la mercancía en cada ubicación y cambie el carro de canal cuando se precise.
- Automatización de la toma de decisiones. Los almacenes tienen operativas cada vez más complejas. La instalación de un sistema de gestión de almacenes (SGA) como Easy WMS de Mecalux ayuda a dirigir y optimizar los procesos indicando a los operarios los pasos que deben seguir. Se emplean dispositivos como el voice picking o el pick-to-light para potenciar la preparación de pedidos.
- Almacén totalmente automatizado. Se trata de instalaciones que han delegado el transporte y almacenaje de la mercancía en sistemas de manutención avanzados. La automatización en un almacén puede ser completa (transelevadores y transportadores que gobiernan todos los movimientos de mercancía) o mixta (algunos productos se depositan en almacenes automatizados, pero no necesariamente todos).

Por tipo de robot
Un almacén automatizados se diferencia de un almacén tradicional por estar dotado de equipos de manutención automatizados, encargados de manipular la mercancía con la mínima intervención de los operarios.
Un almacén robotizado incorpora tres tipos de máquinas con estas funciones:
- Manipulación de mercancía. Los transelevadores o el Pallet Shuttle colocan o extraen la mercancía de su ubicación correspondiente.
- Transporte. Transportadores, electrovías o vehículos de guiado automático AGV trasladan la mercancía de un punto a otro (ya sea dentro del mismo almacén o conectando el almacén con otras áreas productivas).
- Preparación de pedidos. Los robots antropomórficos o los robots auxiliares (cobots) ejecutan toda la preparación de pedidos de manera automática y ayudan a los operarios a desarrollar sus tareas con mayor rapidez y precisión.

Por número de transelevadores por pasillo
Disponer de un único transelevador operando en cada pasillo ─independientemente de que las estanterías sean de simple o doble profundidad─ supone alcanzar un mayor número de ciclos, si bien, al mismo tiempo, exija una inversión inicial superior.
Cuando la rotación de la mercancía no es muy elevada, pero el volumen de almacenaje sí lo es, se puede optar por uno o varios transelevadores que operen en más de un pasillo. En este caso, se requiere un sistema que cambie el transelevador de un pasillo a otro mediante:
- Giro en curva. Accionamiento mecánico que realiza la maniobra de un pasillo a otro.
- Puente de transbordo. El transelevador se coloca sobre una plataforma que desplaza el transelevador de un pasillo a otro.
Por la temperatura de trabajo
Un almacén automatizado, tanto de estibas como de cajas, puede operar a temperatura ambiente o a temperatura controlada. De hecho, almacenes frigoríficos y automatización resultan la combinación perfecta por varios motivos:
- Evitan que trabajen personas en ambientes extremos.
- Minimizan la fuga de frío, con el consiguiente ahorro de energía.
- Aprovechan toda la superficie.
- Controlan el stock disponible en todo momento gracias al sistema de gestión.
En almacenes frigoríficos automatizados se suele emplear cualquier sistema de almacenaje que aproveche el espacio y facilite la entrada y salida de mercancía. Así pues, es habitual instalar estanterías de doble profundidad por el buen equilibrio entre capacidad de almacenaje, rendimiento de las máquinas en cuanto a número de ciclos y una correcta distribución del aire entre estibas.

Automatización, el éxito de la productividad
Un almacén automatizado es una solución ideal para lograr un movimiento ágil, fluido y seguro de la mercancía, a la vez que elimina errores, aprovecha toda la superficie disponible y controla el inventario en tiempo real.
En el mercado existen diferentes tipos de almacenes automatizados, con prestaciones y características distintas. Elegir la opción adecuada para cada instalación dependerá de factores como el producto que se manipule, el espacio disponible, el número de referencias que se gestionan o los flujos requeridos.
En Mecalux somos una de las compañías pioneras en la instalación y puesta en marcha de almacenes automatizados. Contacta con nosotros para que encontremos la solución idónea para tus necesidades logísticas y verás cómo los equipos de manutención automatizado impulsarán tu cadena de suministro.